 重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
 更多“一般来说,代码越短,分类、准备、存储和传送的开销越低;代码越长,对数据检索、统计分析和满足多样化的处理要求”相关的问题
更多“一般来说,代码越短,分类、准备、存储和传送的开销越低;代码越长,对数据检索、统计分析和满足多样化的处理要求”相关的问题
第1题
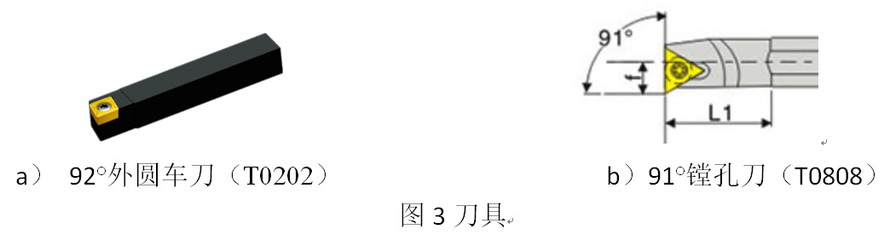
在后置刀架数控车床上,使用图2所示的刀具,编制程序车削图3所示工件内孔、外圆及端面,其中Φ28H8底孔为Φ25。加工工艺:粗、精车Φ28H8孔,粗、精车Φ42外圆及Φ100端面,倒角。 要求: (1) 粗车采用G90循环。 (2) 使用恒线速切削。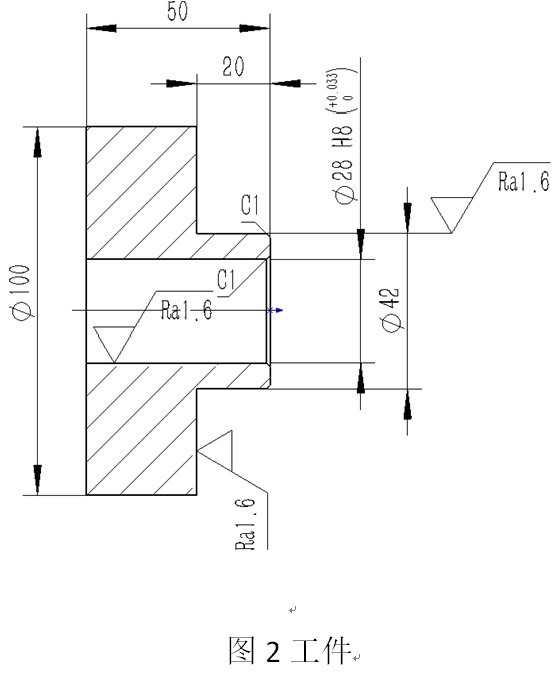
第2题
 工艺路线
工艺路线A.10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 钻削,专用钻夹具,钻削6-Φ20孔; 50 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 60 半精车外圆及端面,半精镗Φ60孔; 70 钳,去毛刺 80 检验,入库 工艺路线
B. 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 50 半精车外圆及端面,半精镗Φ60孔; 60 钻削,专用钻夹具,钻削6-Φ20孔; 70 钳,去毛刺 80 检验,入库 工艺路线
C. 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 半精车外圆及端面,半精镗Φ60孔; 40 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 50 钻削,专用钻夹具,钻削6-Φ20孔; 60 检验 工艺路线
D. 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 半精车外圆及端面,半精镗Φ60孔; 50 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 60 钻削,专用钻夹具,钻削6-Φ20孔; 70 钳,去毛刺 80 检验,入库
第3题
 工艺路线
工艺路线A.10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 钻削,专用钻夹具,钻削6-Φ20孔; 50 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 60 半精车外圆及端面,半精镗Φ60孔; 70 钳,去毛刺 80 检验,入库 工艺路线
B. 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 50 半精车外圆及端面,半精镗Φ60孔; 60 钻削,专用钻夹具,钻削6-Φ20孔; 70 钳,去毛刺 80 检验,入库 工艺路线
C. 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 半精车外圆及端面,半精镗Φ60孔; 40 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 50 钻削,专用钻夹具,钻削6-Φ20孔; 60 检验 工艺路线
D. 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 半精车外圆及端面,半精镗Φ60孔; 50 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 60 钻削,专用钻夹具,钻削6-Φ20孔; 70 钳,去毛刺 80 检验,入库
第4题
A.粗车
B.粗车→半精车
C.粗车→半精车→精车
D.粗车→半精车→精车→精细车
第8题
1、请将下图所示零件在A-F工序中按照合理的工艺路线进行排序。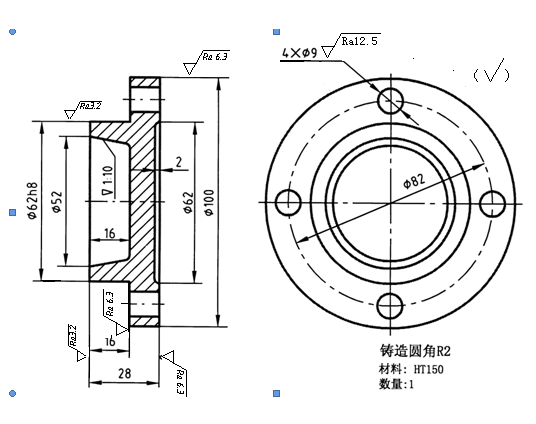 工艺路线如下表所示: A检验:检验入库 B精车:精车?62h8外圆,车床 C下料:铸造 D半精车:车锥度为1:10的内孔和深度为2的沉孔,车床 E粗车:粗车大直径端端面、钻中心孔;调头车另一端面,保总长,钻中心孔,粗车各部外圆。车床 F半精车;半精车各外圆、倒角,车床 G钻:钻4-?9孔,钻床 H热处理:时效
工艺路线如下表所示: A检验:检验入库 B精车:精车?62h8外圆,车床 C下料:铸造 D半精车:车锥度为1:10的内孔和深度为2的沉孔,车床 E粗车:粗车大直径端端面、钻中心孔;调头车另一端面,保总长,钻中心孔,粗车各部外圆。车床 F半精车;半精车各外圆、倒角,车床 G钻:钻4-?9孔,钻床 H热处理:时效
第9题
1、下图所示工件的加工工艺过程如下,请在A-F工序中按照合理的工艺路线进行排序。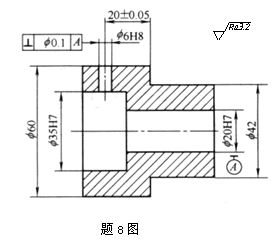 F 下料:锻造 B 半精车:半精车各外圆、倒角 D 粗车:粗车大直径端端面、钻中心孔;调头车另一端面,保总长,钻中心孔,粗车各外圆。 E 检验:检验入库 A 钻削:钻--扩--铰?35、?20孔 C 钻削:钻?6孔
F 下料:锻造 B 半精车:半精车各外圆、倒角 D 粗车:粗车大直径端端面、钻中心孔;调头车另一端面,保总长,钻中心孔,粗车各外圆。 E 检验:检验入库 A 钻削:钻--扩--铰?35、?20孔 C 钻削:钻?6孔

 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!































