重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
下列程序的输出结果是()。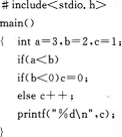
A.2
B.0
C.1
D.不确定的值
 更多“下列程序的输出结果是()。 A.2B.0C.1D.不确定的值”相关的问题
更多“下列程序的输出结果是()。 A.2B.0C.1D.不确定的值”相关的问题
第1题
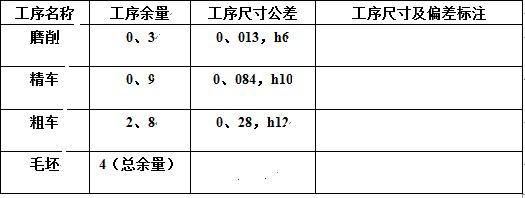
某小轴上有一外圆,直径为 ,表面粗糙度为0、8μm,其加工方案为粗车-精车-淬火-磨削。生产类型为成批生产,毛坯为普通的热轧圆钢,试计算各次加工的工序尺寸和公差,并填入下表。
,表面粗糙度为0、8μm,其加工方案为粗车-精车-淬火-磨削。生产类型为成批生产,毛坯为普通的热轧圆钢,试计算各次加工的工序尺寸和公差,并填入下表。
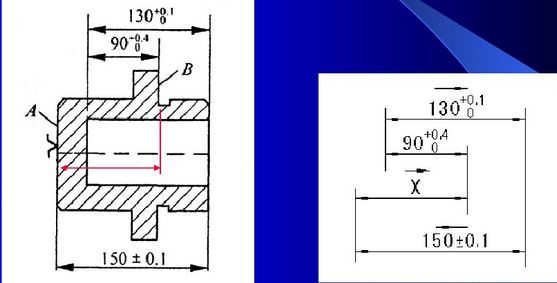
第2题
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
第3题

第4题
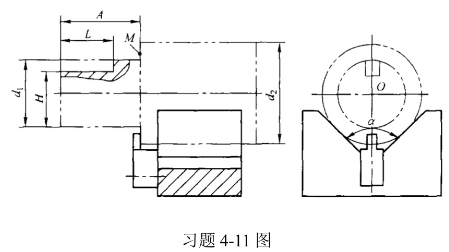
习题11图所示工件以大外圆表面及端面M作定位表面,在小外圆上铣键槽,要保证尺寸H、L。已知: ,大、小外圆的同轴度误差t=0.05mm,
,大、小外圆的同轴度误差t=0.05mm, 90度,试分析计算该工序的定位误差。
90度,试分析计算该工序的定位误差。
第5题
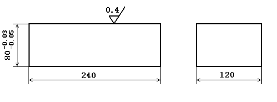
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。
第6题
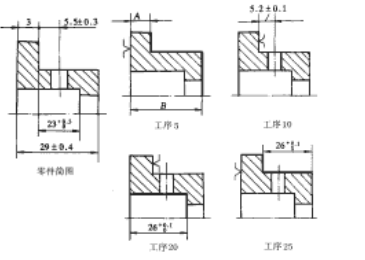
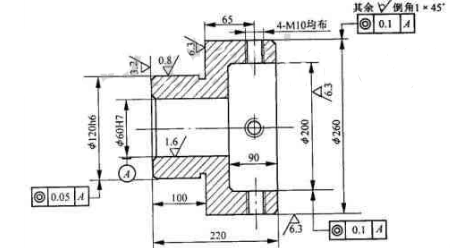
在成批生产条件下,加工如下图所示零件,其机械加工工艺过程如下所述:
(1)在车床上加工整批工件的小端端面、小端外圆(粗车、半精车)、台阶面、退刀槽、小端孔(粗车、精车)、内外倒角;
(2)调头,在同一台车床上加工整批工件的大端端面、大端外圆及倒角;
(3)在立式钻床上利用分度夹具加工四个螺纹孔;
(4)在外圆磨床上粗、精磨φ120h6外圆。
试列出其工艺过程的组成,并确定各工序的定位基准,画出各工序的工序简图,用符号 标明加工面、
标明加工面、 标明定位基准面,用数字注明所消除的不定度(自由度)数,其他用文字说明,工艺过程分析到工步。
标明定位基准面,用数字注明所消除的不定度(自由度)数,其他用文字说明,工艺过程分析到工步。
第7题
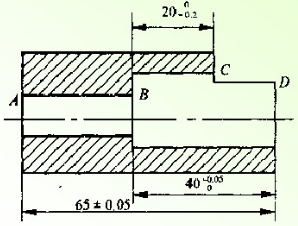
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。
第9题
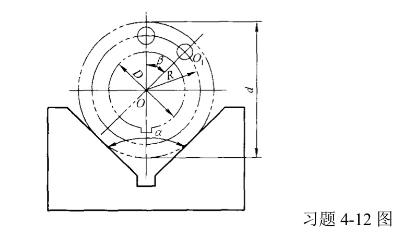
习题12图所示工件采用V形块(夹角 =90°)定位,加工两个直径为中
=90°)定位,加工两个直径为中 10mm的小孔。已知:外圆直径尺寸
10mm的小孔。已知:外圆直径尺寸 mm,内孔尺寸
mm,内孔尺寸 mm,内孔与外圆的同轴度误差t=0.05mm,内孔中心线是工序尺寸R的工序基准,β=30度。试分析计算加工O1孔的定位误差。
mm,内孔与外圆的同轴度误差t=0.05mm,内孔中心线是工序尺寸R的工序基准,β=30度。试分析计算加工O1孔的定位误差。

 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!