重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 更多“加工轴类工件时,若工件外圆形状允许时,粗车时最好选用()左右的粗车刀,采用一夹一顶的装夹方法”相关的问题
更多“加工轴类工件时,若工件外圆形状允许时,粗车时最好选用()左右的粗车刀,采用一夹一顶的装夹方法”相关的问题
第1题
A、0.05mm
B、0.15mm
C、0.45mm
D、1.5mm
第3题
在后置刀架数控车床上,使用93°外圆车刀,外径粗加工复合循环指令编制短轴零件(如下图所示)的加工程序。程序的循环起始点在(46,3),切削深度为3mm(直径量)。退刀量为1mm,X 方向精加工余量为0.4mm,Z 方向精加工余量为0.1mm,其中点划线部分为工件毛坯,完成相应填空。 N20 G99 进给量单位为mm/r N21 G96 (① ) 采用恒线速,切削速度为100m/min N25 (②) S3000 主轴转速最高限为3000r/min N30 T0101 N40 (③) 主轴反转 N50 (④) X46 Z3 刀具快速移动到循环起点位置 N60 G71 U(⑤) R1 粗切量: 3mm(直径量) N70 G71 P80 Q(⑥) U0.4 (⑦) F0.4 精切量:X0.4mm Z0.1mm N80 G00 X0 精加工轮廓起始行,移动到倒角延长线 N90 G01 X10 Z-2 F0.2 倒角2×45° N100 Z-20 N110 (⑧) U10 W-5 R5 N120 G01 W-10 N130 G03 U14 W-7 R7 N140 (⑨)Z-52 N150 U10 W-10 N160 W-20 精加工Φ44 外圆,精加工轮廓结束 N170 X50 退出已加工面 N190 M05 主轴停 N200 (⑩) 主程序结束并复位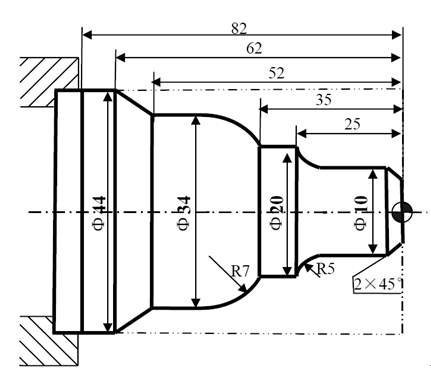
第5题
试计算下图所示小轴的大端外圆表面加工中各道工序的工序尺寸及公差。已知零件材料为热轧圆钢,工件装夹在顶尖上加工,零件的加工过程如下:①下料;②车端面,打中心孔;③粗车各面;④精车各面;⑤热处理;⑥研磨中心孔;⑦磨削外圆。

第6题
3. 用车削轴向复合循环G71和精加工循环G70加工如图所示的零件,原料为Φ100×170的棒料,工件原点建立在工件右端面的中心上。粗加工所用刀具为01刀,对应的刀具补偿号为01;精加工所用刀具为02刀,对应的刀具补偿号为02。试填写所缺程序段,并完成问题回答。 (1)填空 O0001; ┈1┈; 换01刀,调用其刀补,建立工件坐标系。 M3 S300; 主轴正转,转速;300转/分钟。 G99 G00 X100.0 Z10.0; G71 U┈2┈ R0.5; 每刀切深1mm[直径]。 G71 P080 Q120 U0.5 W0.5 F100 S200; 对a---d粗车加工,留精加工余量 N080 G00 X40.0; 精加工轨迹开始,定位到 X40 G01 Z-30.0 F0.1; a→b X60.0 W-30.0; b→c W-20.0; c→d ┈3┈ X100.0 W-10.0; d→e,精加工轨迹定义结束 G00 X220.0 Z50.0; 快速退刀到换刀位置 ┈4┈; 换02刀,调用其刀补,建立工件坐标系 X50.0 Z10.0 G70 P┈5┈ Q┈6┈; 对a---d精加工 G00 X220.0 Z50.0; 快速返回到安全位置 M05; 主轴停转 M30; 程序结束 (2)回答问题: 1) G71和G72车削复合循环在进行加工时,主要进给方向有什么区别?二者是不是只能用于外圆加工? 2) G71 、G72与G73车削复合循环分别适合车削什么类型的毛坯?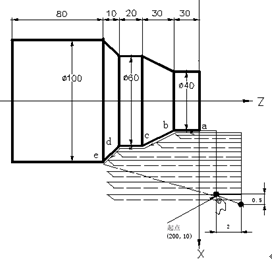
第9题
第10题
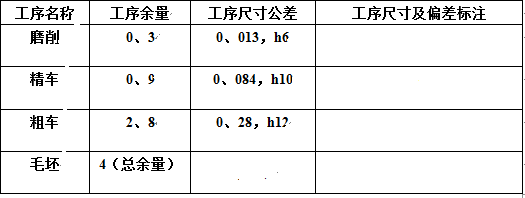
某小轴上有一外圆,直径为 ,表面粗糙度为0、8μm,其加工方案为粗车-精车-淬火-磨削。生产类型为成批生产,毛坯为普通的热轧圆钢,试计算各次加工的工序尺寸和公差,并填入下表。
,表面粗糙度为0、8μm,其加工方案为粗车-精车-淬火-磨削。生产类型为成批生产,毛坯为普通的热轧圆钢,试计算各次加工的工序尺寸和公差,并填入下表。
?

 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!