 重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 更多“能完成孔加工的切削加工有()”相关的问题
更多“能完成孔加工的切削加工有()”相关的问题
第4题
1、( )指令适用于平面和锥面端面切削循环加工。(单选) A、G90 B、G92 C、 G94 D、G71 2、在G71 U(Δd) R(e) F(f) S(s) T(t);G71 P(ns) Q(nf) U(Δu)W(Δw);格式中,Δd表示( )、e( )、Δu表示()。(多选) A、背吃刀量 B、退刀量 C、Z方向的精加工余量 D、X方向的精加工余量 3、在判断圆弧的顺、逆时,观察者按右手直角笛卡儿坐标系将Z轴正向指向自己,即可判断圆弧的顺、逆方向(判断题) A、正确 B、错误 4、在数控车床上手动输入完程序后,将光标至于程序开头,正确的做法是()。(单选) A、编辑方式-点击复位功能键 B、手动方式-点击复位功能键 C、录入方式-点击复位功能键 D、自动方式-点击复位功能键 5、自动加工台阶轴外圆?35直径大了0.5 mm,在()下进行修正刀补值。(单选) A、手动方式 B、自动方式 C、编辑方式 D、录入方式 6、在机床上加工台阶轴需要暂停,按()。(单选) A、 急停键 B、进给保持功能键 C、复位功能键 D、循环启动功能键 7、麻花钻夹持部分形状有( )和( )两种形式。(多选) A 、直柄 B、锥柄 C、三角柄 D、方柄 8、麻花钻的切削部分有( )条切削刃 。(单选) A、2 B、3 C、4 D、5 9、麻花钻是应用最广泛的孔加工刀具,可以用来在实心工件上钻孔,也可以对已有孔进行扩孔 (判断) A、正确 B、错误
第5题
1、( )指令适用于平面和锥面端面切削循环加工。A、G90 B、G92 C、 G94 D、G71 2、在G71 U(Δd) R(e) F(f) S(s) T(t);G71 P(ns) Q(nf) U(Δu)W(Δw);格式中,Δd表示( )、e( )、Δu表示()。(多选) A、背吃刀量 B、退刀量 C、Z方向的精加工余量 D、X方向的精加工余量 3、在判断圆弧的顺、逆时,观察者按右手直角笛卡儿坐标系将Z轴正向指向自己,即可判断圆弧的顺、逆方向(判断题) A、正确 B、错误 4、在数控车床上手动输入完程序后,将光标至于程序开头,正确的做法是()。A、编辑方式-点击复位功能键 B、手动方式-点击复位功能键 C、录入方式-点击复位功能键 D、自动方式-点击复位功能键 5、自动加工台阶轴外圆?35直径大了0.5 mm,在()下进行修正刀补值。 A、手动方式 B、自动方式 C、编辑方式 D、录入方式 6、在机床上加工台阶轴需要暂停,按()。A、 急停键 B、进给保持功能键 C、复位功能键 D、循环启动功能键 7、麻花钻夹持部分形状有( )和( )两种形式。 A 、直柄 B、锥柄 C、三角柄 D、方柄 8、麻花钻的切削部分有( )条切削刃 A、2 B、3 C、4 D、5 9、麻花是应用最广泛的孔加工刀具,可以用来在实心工件上钻孔,也可以对已有孔进行扩孔 A、正确 B、错误
第6题
A. 确定零件的加工基准面、基准孔、加工余量等
B. 凡采用其他机床比采用数控镗床更为经济时,应考虑采用其他机床加工
C. —次装夹完成的加工工序内容,需考虑零件最后的精度要求和热处理要求
D. 对每一加工工序均须考虑由粗渐精的原则
E. 加工工序应尽可能选用较大的切削用量
F . 若选用机床的刚度好,可采用多刀多刃复合加工
第7题
A、拉刀是定尺寸刀具,形状复杂、价格昂贵,不适合于加工大孔
B、拉刀不仅能加工圆孔,而且还可以加工成形孔,花键孔
C、拉刀是多刃刀具,在一次拉削行程中就能顺序完成孔的粗加工、精加工和精整、光整加工工作,生产效率高
D、分层式拉削的特点是加工表面的每一层金属由一组尺寸基本相同但刀齿切削位置相互交错的刀齿(通常每组由2-3个刀齿组成)切除的
第8题
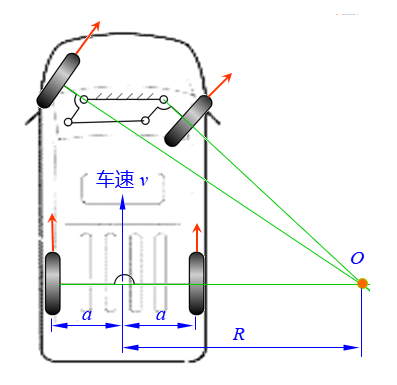
1. 上图为汽车发动机至后驱动轮的传动原理示意图,下图为汽车转弯的原理,转弯时整车的速度瞬心位于O点。后轮的直径为D(m),轮距为2a(m)。以后轮轴中点的速度V作为车速,试根据该图推导汽车位于某档位(z3、z4)以半径R(m)转弯行驶时,车速V(km/h)与发动机转速n(r/min)的关系。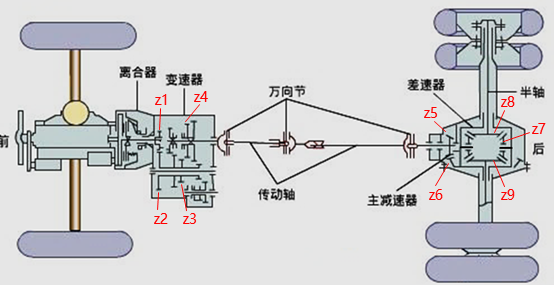
 2. 图示为牛头刨床,用于切削加工工件上的平面。观看其工作视频(牛头刨床.mp4 ),试分析其工件作何种运动?用什么机构实现这种运动?设计一机构,将机器主轴的连续旋转运动变换为工件的运动,工件进給量要求能实现0.2mm,0.4mm,0.6mm,……,1.2mm(共6级)。画出该机构的示意图,确定机构的运动尺寸。
2. 图示为牛头刨床,用于切削加工工件上的平面。观看其工作视频(牛头刨床.mp4 ),试分析其工件作何种运动?用什么机构实现这种运动?设计一机构,将机器主轴的连续旋转运动变换为工件的运动,工件进給量要求能实现0.2mm,0.4mm,0.6mm,……,1.2mm(共6级)。画出该机构的示意图,确定机构的运动尺寸。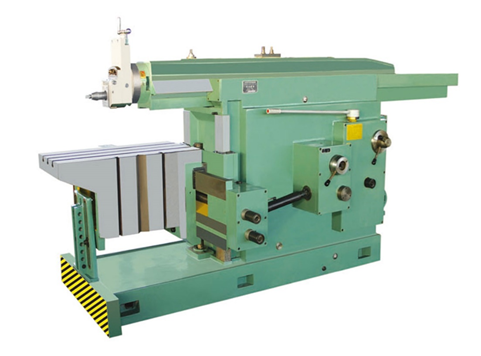 3. 图示为蜂窝煤机,用于压制蜂窝煤。观看其工作视频(蜂窝煤压制.mp4),分析该机中部带孔转盘的作用。该转盘作何种运动?设计一机构,将连续旋转运动变换为该转盘的运动。 画出该机构的示意图,确定该机构的运动尺寸。 设完成压制煤动作的时间为2秒,确定驱动该转盘机构的原动件的转速。
3. 图示为蜂窝煤机,用于压制蜂窝煤。观看其工作视频(蜂窝煤压制.mp4),分析该机中部带孔转盘的作用。该转盘作何种运动?设计一机构,将连续旋转运动变换为该转盘的运动。 画出该机构的示意图,确定该机构的运动尺寸。 设完成压制煤动作的时间为2秒,确定驱动该转盘机构的原动件的转速。
第10题
用数控车床加工如图所示零件,材料为45号钢调质处理,?50外圆已经加工到尺寸。毛坯留出外圆和内孔的加工余量均为0.4mm(X向)和O.1mm(Z向)。钻头直径为8mm,螺纹加工用G92指令。X向加工4个90°均布孔,使用直径8mm的键槽铣刀加工。工件程序原点如图示。按要求完成零件的加工程序编制。
(1)加工程序使用固定循环指令;
(2)对所选用的刀具规格、切削用量等作简要工艺说明;
(3)加工程序单要字迹工整。
说明:X向4个90°均布?8孔可以不进行加工,但将扣去2分。


 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!


































