 重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
使用车削复合固定循环指令完成如图所示零件的粗、精加工(采用直径编程方式)。毛坯为Φ40棒料,材料为45钢。选定粗车的背吃量为2mm,预留精车余量X方向0.5mm , Z方向0.2mm;粗车进给速度0.2mm/r,主轴转速为800r/min,精车进给速度0.05mm/r,主轴转速为1000r/min(考虑刀尖圆弧半径补偿)。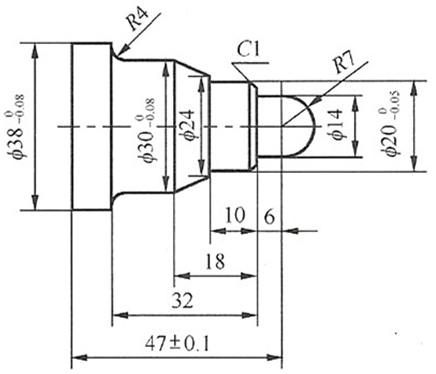
 更多“使用车削复合固定循环指令完成如图所示零件的粗、精加工(采用直径编程方式)。毛坯为φ40棒料,材料为45钢。选定粗车的背吃量为2mm,预留精车余量x方向0.5mm , z方向0.2mm;粗车进给速度0.…”相关的问题
更多“使用车削复合固定循环指令完成如图所示零件的粗、精加工(采用直径编程方式)。毛坯为φ40棒料,材料为45钢。选定粗车的背吃量为2mm,预留精车余量x方向0.5mm , z方向0.2mm;粗车进给速度0.…”相关的问题
第1题
加工如下图所示的零件,试用G71、G70复合固定循环指令编程。零件毛坯为棒料。工艺设计规定粗加工切深为7mm,进给速度为0.3mm/r,主轴转速为500r/min:精加工余量为4mm(直径),Z向2mm,进给速度为0.15mm/r,主轴转速为800r/min。


 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!


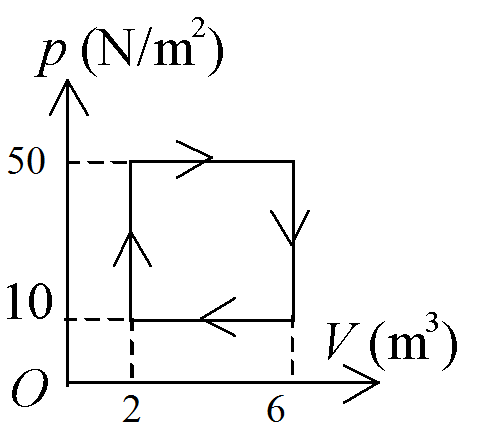
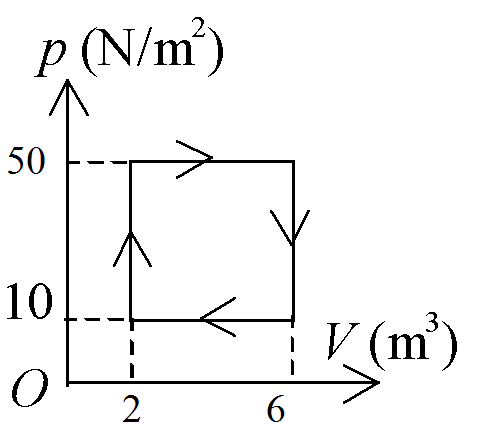 气体经历如图所示的一个循环过程,该循环是 (选填“正循环”或“逆循环”)。
气体经历如图所示的一个循环过程,该循环是 (选填“正循环”或“逆循环”)。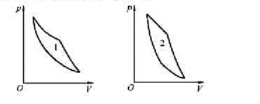
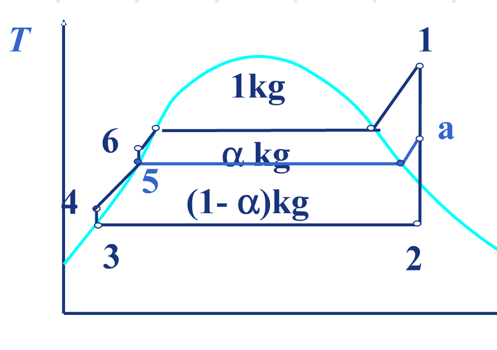 某抽气回热循环T-S图如图所示,图中吸热过程为( )
某抽气回热循环T-S图如图所示,图中吸热过程为( )






























