 重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
轮廓以及孔铣削 建立如图所示的四棱柱边长150×100mm,高80mm,拔模斜度为20°,圆角为R20mm;其上正中心钻有一个M42×4.5的螺纹孔,小径37.5mm,下沉深度50mm;底座300×200×20mm。 完成四棱柱的斜侧轮廓铣削,毛坯料边长为155×105mm。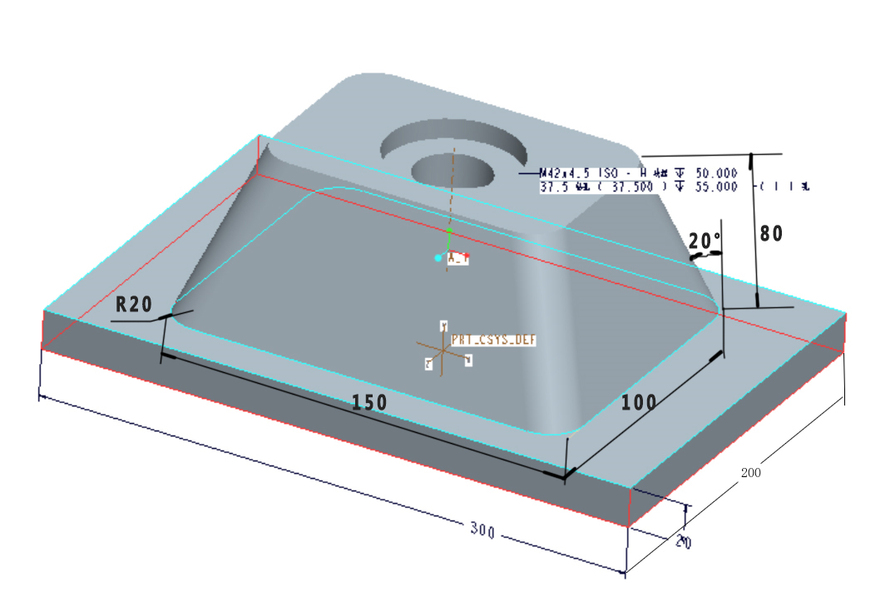
 更多“轮廓以及孔铣削 建立如图所示的四棱柱边长150×100mm,高80mm,拔模斜度为20°,圆角为r20mm;其上正中心钻有一个m42×4.5的螺纹孔,小径37.5mm,下沉深度50mm;底座300×2…”相关的问题
更多“轮廓以及孔铣削 建立如图所示的四棱柱边长150×100mm,高80mm,拔模斜度为20°,圆角为r20mm;其上正中心钻有一个m42×4.5的螺纹孔,小径37.5mm,下沉深度50mm;底座300×2…”相关的问题
第6题
如下图所示零件轮廓,零件毛坯为铸件,周边铣削余量3mm。试按所学的代码格式(JB 3298-1983)编写其加工程序。已知与要求:
(1)在给定坐标系内采用绝对尺寸编写加工程序;
(2)刀具初始位置位于坐标原点,也为程序的起点和终点;
(3)加工路径按箭头所示;
(4)进给速度150mm/min,主轴转速800r/min;
(5)数控系统具有跨象限圆弧插补功能;
(6)不考虑刀具直径。
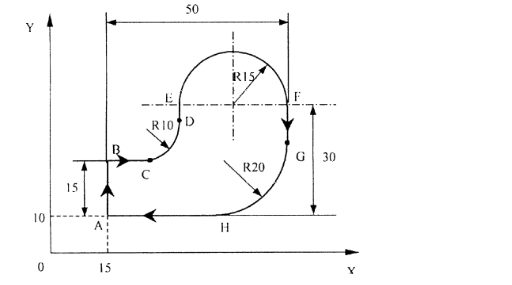
第7题
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。


 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!








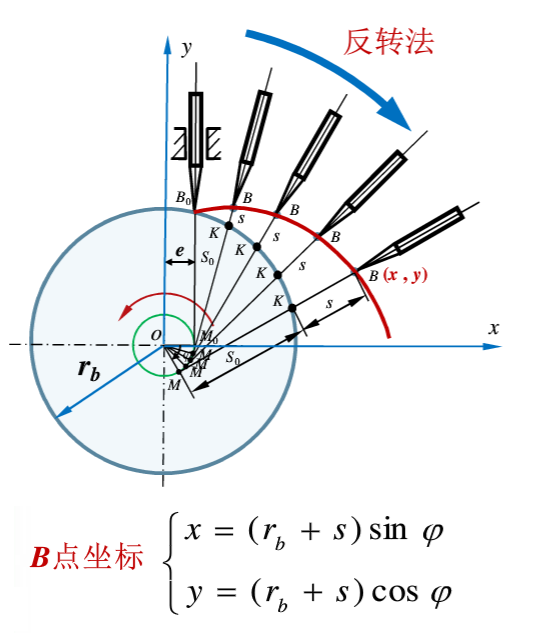 如图所示,上述的凸轮轮廓曲线方程是在什么条件下获得的?
如图所示,上述的凸轮轮廓曲线方程是在什么条件下获得的?





























