重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
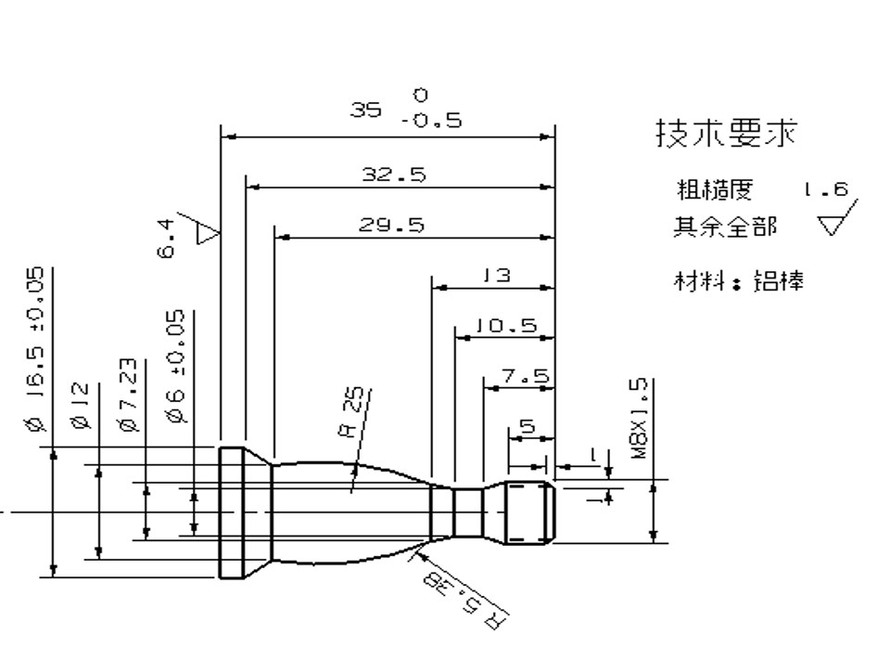
 更多“毛坯直径为35,长度为200,试用FANUC系统完成该零件的编程。 (1)在图纸中标记合适的工件坐标系; (2)写出完整的工艺卡片; (3)完成程序编制。 ”相关的问题
更多“毛坯直径为35,长度为200,试用FANUC系统完成该零件的编程。 (1)在图纸中标记合适的工件坐标系; (2)写出完整的工艺卡片; (3)完成程序编制。 ”相关的问题
第2题
第4题
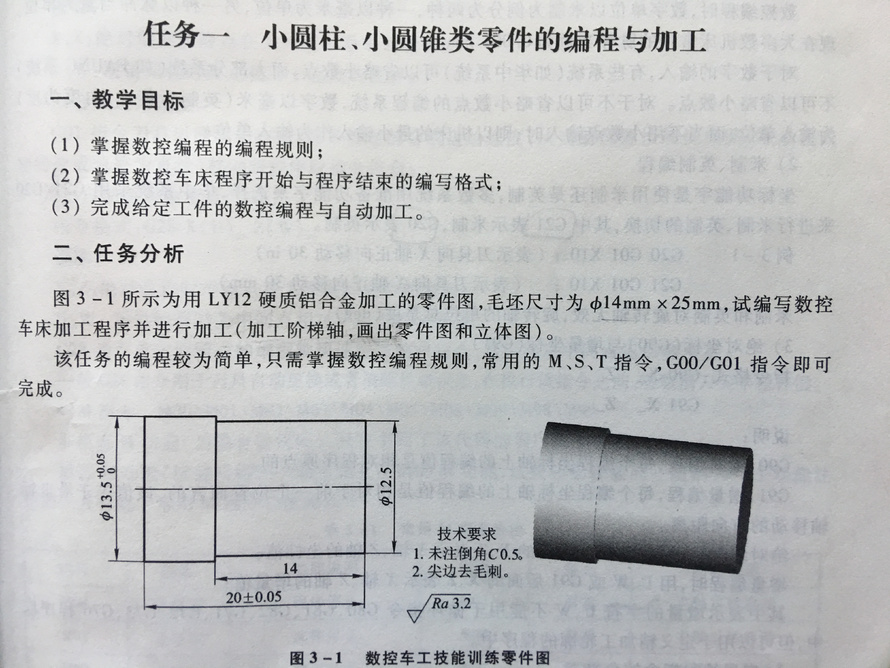
加工如下图所示的零件,试用G71、G70复合固定循环指令编程。零件毛坯为棒料。工艺设计规定粗加工切深为7mm,进给速度为0.3mm/r,主轴转速为500r/min:精加工余量为4mm(直径),Z向2mm,进给速度为0.15mm/r,主轴转速为800r/min。

第5题

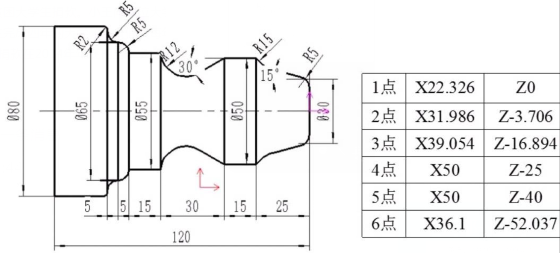
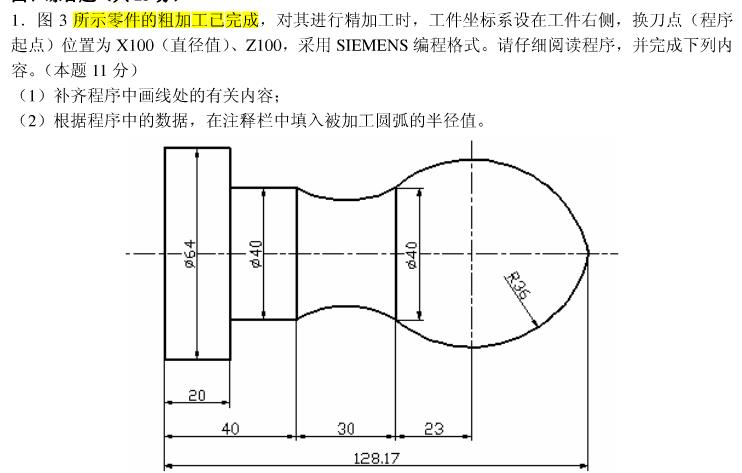
加工如上图所示的回转类零件,毛坯为Ф90的棒料。工件坐标系设在工件右侧,换刀点位置为(X200,Z60),粗精加工程序已经编好,请仔细阅读程序,并完成下列内容。
1)补齐程穿中画线处的程序段。
2)根据程序中的数据,在解释栏中填入程序说明。

第6题
A.G85 X30.0 Y30.0 25.0 R15 Q4 F50
B.G81 X30.0 Y30.0 25.0 R20 Q4 F50
C.G81 X30.0 Y30.0 25.0 R15 F50
D.G83 X30.0 Y30.0 25.0 R20 Q4 F50
第7题
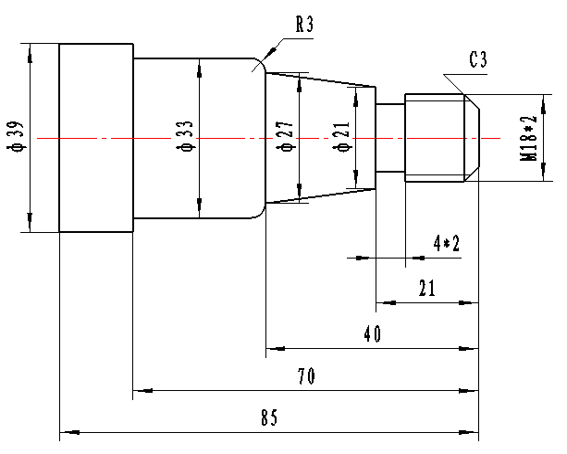
加工零件如图所示。工件坐标系设在工件右侧,换刀点位置为(X100、Z100),采用FANUC编程格式。精加工程序已经编好,请仔细阅读程序并完成下列内容:
(1)补齐程序中画横线处的有关数据;
(2)根据程序中的数据,在解释栏中填入程序说明。
第8题
A.在编制零件加工程序时,分析图纸不属于数控编程中的一部分
B.数控编程的一般步骤为:分析零件图纸,确定加工工艺,数学处理,编写程序清单,程序检验和首件试切
C.数控编程的一般步骤为:数学处理,编写程序清单,程序检验和首件试切
D.以上均不对

 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!