 重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 已知产品A的产品结构如图6.4,相应BOM见表6.3。其中,H、I、G、D是外购件,不在能力计算范围内(若某外购件因受市场供应能力或供应商生产能力限制而成为关键资源时需在RCCP中考虑)。产品A相关工艺路线资料见表6.4,而产品A的MPS数据见表6.5。请计算工作中心WC2的单件加工时间。保留1位小数。 表6.4 产品A的工艺路线资料 件号 工序号 工作中心 单件加 工时间 平均 批量 批量准备时间 A 10 WC5 0.1 20 0.2 B 20 WC4 0.1 40 0.4 C 30 WC2 0.2 60 0.6 C 40 WC3 0.1 60 0.6 E 50 WC1 0.1 80 0.8 E 60 WC2 0.2 80 0.8 F 70 WC1 0.1 100 1.0 表6.5 产品A的MPS数据 期别 1 2 3 4 5 6 A的MPS 100 200 150 250 200 100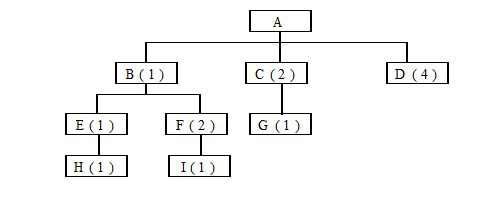 图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
 更多“课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 ...”相关的问题
更多“课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 ...”相关的问题
第1题
课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 已知产品A的产品结构如图6.4,相应BOM见表6.3。其中,H、I、G、D是外购件,不在能力计算范围内(若某外购件因受市场供应能力或供应商生产能力限制而成为关键资源时需在RCCP中考虑)。产品A相关工艺路线资料见表6.4,而产品A的MPS数据见表6.5。请计算工作中心WC1的1月份粗能力需求计划RCCP。保留1位小数。 表6.4 产品A的工艺路线资料 件号 工序号 工作中心 单件加 工时间 平均 批量 批量准备时间 A 10 WC5 0.1 20 0.2 B 20 WC4 0.1 40 0.4 C 30 WC2 0.2 60 0.6 C 40 WC3 0.1 60 0.6 E 50 WC1 0.1 80 0.8 E 60 WC2 0.2 80 0.8 F 70 WC1 0.1 100 1.0 表6.5 产品A的MPS数据 期别 1 2 3 4 5 6 A的MPS 100 200 150 250 200 100图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
第2题
课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 已知产品A的产品结构如图6.4,相应BOM见表6.3。其中,H、I、G、D是外购件,不在能力计算范围内(若某外购件因受市场供应能力或供应商生产能力限制而成为关键资源时需在RCCP中考虑)。产品A相关工艺路线资料见表6.4,而产品A的MPS数据见表6.5。请计算工作中心WC3的单件加工时间。保留1位小数。 表6.4 产品A的工艺路线资料 件号 工序号 工作中心 单件加 工时间 平均 批量 批量准备时间 A 10 WC5 0.1 20 0.2 B 20 WC4 0.1 40 0.4 C 30 WC2 0.2 60 0.6 C 40 WC3 0.1 60 0.6 E 50 WC1 0.1 80 0.8 E 60 WC2 0.2 80 0.8 F 70 WC1 0.1 100 1.0 表6.5 产品A的MPS数据 期别 1 2 3 4 5 6 A的MPS 100 200 150 250 200 100图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
第3题
课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 已知产品A的产品结构如图6.4,相应BOM见表6.3。其中,H、I、G、D是外购件,不在能力计算范围内(若某外购件因受市场供应能力或供应商生产能力限制而成为关键资源时需在RCCP中考虑)。产品A相关工艺路线资料见表6.4,而产品A的MPS数据见表6.5。请计算工作中心WC4的4月份粗能力需求计划RCCP。保留1位小数。 表6.4 产品A的工艺路线资料 件号 工序号 工作中心 单件加 工时间 平均 批量 批量准备时间 A 10 WC5 0.1 20 0.2 B 20 WC4 0.1 40 0.4 C 30 WC2 0.2 60 0.6 C 40 WC3 0.1 60 0.6 E 50 WC1 0.1 80 0.8 E 60 WC2 0.2 80 0.8 F 70 WC1 0.1 100 1.0 表6.5 产品A的MPS数据 期别 1 2 3 4 5 6 A的MPS 100 200 150 250 200 100图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
第4题
课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 已知产品A的产品结构如图6.4,相应BOM见表6.3。其中,H、I、G、D是外购件,不在能力计算范围内(若某外购件因受市场供应能力或供应商生产能力限制而成为关键资源时需在RCCP中考虑)。产品A相关工艺路线资料见表6.4,而产品A的MPS数据见表6.5。请计算工作中心WC2的单件准备时间。保留1位小数。 表6.4 产品A的工艺路线资料 件号 工序号 工作中心 单件加 工时间 平均 批量 批量准备时间 A 10 WC5 0.1 20 0.2 B 20 WC4 0.1 40 0.4 C 30 WC2 0.2 60 0.6 C 40 WC3 0.1 60 0.6 E 50 WC1 0.1 80 0.8 E 60 WC2 0.2 80 0.8 F 70 WC1 0.1 100 1.0 表6.5 产品A的MPS数据 期别 1 2 3 4 5 6 A的MPS 100 200 150 250 200 100图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
第5题
课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 已知产品A的产品结构如图6.4,相应BOM见表6.3。其中,H、I、G、D是外购件,不在能力计算范围内(若某外购件因受市场供应能力或供应商生产能力限制而成为关键资源时需在RCCP中考虑)。产品A相关工艺路线资料见表6.4,而产品A的MPS数据见表6.5。请计算工作中心WC3的3月份粗能力需求计划RCCP。保留1位小数。 表6.4 产品A的工艺路线资料 件号 工序号 工作中心 单件加 工时间 平均 批量 批量准备时间 A 10 WC5 0.1 20 0.2 B 20 WC4 0.1 40 0.4 C 30 WC2 0.2 60 0.6 C 40 WC3 0.1 60 0.6 E 50 WC1 0.1 80 0.8 E 60 WC2 0.2 80 0.8 F 70 WC1 0.1 100 1.0 表6.5 产品A的MPS数据 期别 1 2 3 4 5 6 A的MPS 100 200 150 250 200 100图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
第6题
课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 已知产品A的产品结构如图6.4,相应BOM见表6.3。其中,H、I、G、D是外购件,不在能力计算范围内(若某外购件因受市场供应能力或供应商生产能力限制而成为关键资源时需在RCCP中考虑)。产品A相关工艺路线资料见表6.4,而产品A的MPS数据见表6.5。请计算工作中心WC1的单件加工时间。保留1位小数。 表6.4 产品A的工艺路线资料 件号 工序号 工作中心 单件加 工时间 平均 批量 批量准备时间 A 10 WC5 0.1 20 0.2 B 20 WC4 0.1 40 0.4 C 30 WC2 0.2 60 0.6 C 40 WC3 0.1 60 0.6 E 50 WC1 0.1 80 0.8 E 60 WC2 0.2 80 0.8 F 70 WC1 0.1 100 1.0 表6.5 产品A的MPS数据 期别 1 2 3 4 5 6 A的MPS 100 200 150 250 200 100图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
第7题
课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 已知产品A的产品结构如图6.4,相应BOM见表6.3。其中,H、I、G、D是外购件,不在能力计算范围内(若某外购件因受市场供应能力或供应商生产能力限制而成为关键资源时需在RCCP中考虑)。产品A相关工艺路线资料见表6.4,而产品A的MPS数据见表6.5。请计算工作中心WC2的2月份粗能力需求计划RCCP。保留1位小数。 表6.4 产品A的工艺路线资料 件号 工序号 工作中心 单件加 工时间 平均 批量 批量准备时间 A 10 WC5 0.1 20 0.2 B 20 WC4 0.1 40 0.4 C 30 WC2 0.2 60 0.6 C 40 WC3 0.1 60 0.6 E 50 WC1 0.1 80 0.8 E 60 WC2 0.2 80 0.8 F 70 WC1 0.1 100 1.0 表6.5 产品A的MPS数据 期别 1 2 3 4 5 6 A的MPS 100 200 150 250 200 100图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
第8题
课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 已知产品A的产品结构如图6.4,相应BOM见表6.3。其中,H、I、G、D是外购件,不在能力计算范围内(若某外购件因受市场供应能力或供应商生产能力限制而成为关键资源时需在RCCP中考虑)。产品A相关工艺路线资料见表6.4,而产品A的MPS数据见表6.5。请计算工作中心WC1的单件准备时间。保留1位小数。 表6.4 产品A的工艺路线资料 件号 工序号 工作中心 单件加 工时间 平均 批量 批量准备时间 A 10 WC5 0.1 20 0.2 B 20 WC4 0.1 40 0.4 C 30 WC2 0.2 60 0.6 C 40 WC3 0.1 60 0.6 E 50 WC1 0.1 80 0.8 E 60 WC2 0.2 80 0.8 F 70 WC1 0.1 100 1.0 表6.5 产品A的MPS数据 期别 1 2 3 4 5 6 A的MPS 100 200 150 250 200 100图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
第9题
课堂练习求单个产品粗能力需求计划RCCP 案例已知条件 已知产品A的产品结构如图6.4,相应BOM见表6.3。其中,H、I、G、D是外购件,不在能力计算范围内(若某外购件因受市场供应能力或供应商生产能力限制而成为关键资源时需在RCCP中考虑)。产品A相关工艺路线资料见表6.4,而产品A的MPS数据见表6.5。请计算工作中心WC5的5月份粗能力需求计划RCCP。保留1位小数。 表6.4 产品A的工艺路线资料 件号 工序号 工作中心 单件加 工时间 平均 批量 批量准备时间 A 10 WC5 0.1 20 0.2 B 20 WC4 0.1 40 0.4 C 30 WC2 0.2 60 0.6 C 40 WC3 0.1 60 0.6 E 50 WC1 0.1 80 0.8 E 60 WC2 0.2 80 0.8 F 70 WC1 0.1 100 1.0 表6.5 产品A的MPS数据 期别 1 2 3 4 5 6 A的MPS 100 200 150 250 200 100图6.4 产品A的产品结构 关键工作中心 单件加工时间 单件生产准备时间 单件总时间 WC1 WC2 WC3 WC4 WC5 工作中心 月份 1 2 3 4 5 6 WC1 WC2 WC3 WC4 WC5
第10题
已知某产品的产品结构图如下图所示: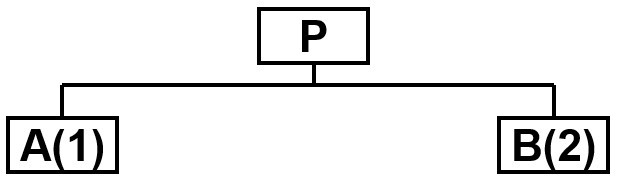 该产品生产的工艺路线文件如下表所示:
该产品生产的工艺路线文件如下表所示: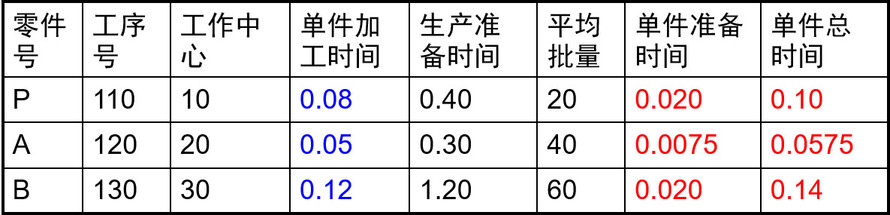 生产该产品的计划展望期为8周,需求时界为第2周,计划时界为第6周,期初库存为200台,安全库存为50台,第1周计划接收量为50台,批量规则为固定批量50台,提前期为1周,销售预测:第1-7周均为200,第8周为100;订单量:第1-8周分别为:180、250、150、210、230、170、190、100,根据以上条件完成以下内容: 1、编制主生产计划MPS。 2、根据MPS,编制粗能力计划RCCP。(用资源清单法) 要求: 写出计算公式或求解依据。重复使用同一公式计算时,只需写出前两次的计算过程,后面直接在表中填写结果。
生产该产品的计划展望期为8周,需求时界为第2周,计划时界为第6周,期初库存为200台,安全库存为50台,第1周计划接收量为50台,批量规则为固定批量50台,提前期为1周,销售预测:第1-7周均为200,第8周为100;订单量:第1-8周分别为:180、250、150、210、230、170、190、100,根据以上条件完成以下内容: 1、编制主生产计划MPS。 2、根据MPS,编制粗能力计划RCCP。(用资源清单法) 要求: 写出计算公式或求解依据。重复使用同一公式计算时,只需写出前两次的计算过程,后面直接在表中填写结果。

 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!































