 重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
A、STEP7-Micro/WIN SMART
B、WICC flexible组态软件
C、STEP 7 V5.5
D、WinCC组态软件
 更多“5、在典型轴类零件智能加工生产线中,对库位状态进行监控所用的编程软件是()”相关的问题
更多“5、在典型轴类零件智能加工生产线中,对库位状态进行监控所用的编程软件是()”相关的问题
第3题
一、工作原理
小车床尾座是精密仪器及仪表车床的配套装置,加工轴类零件时用它来顶紧工件。
当用手把20使手轮15旋转时,通过键23带动螺杆12转动,与螺杆旋合的螺母1则左右移动,同螺母10固定连接在一起的套筒3则随之在尾座体2内移动,带动顶尖顶紧或松开工件。顶尖位置调好以后,旋转手柄8,使夹紧套16、19将套筒3锁紧把顶尖固定在调好的位置上。
二、作业要求
1.看车床尾座装配图;
2.说明拆卸螺杆12的顺序;
3.拆画尾座体2的零件图(不注尺寸,不注表面粗糙度,尺寸按图中量取)。
24 | 定位键 | 2 | 45 | ||
23 | 键5×9 | 1 | Q235 | GB/T1096—2003 | |
22 | 垫圈12 | 1 | Q235 | GB/T97.1—1998 | |
21 | 螺母M12 | 1 | Q235 | GB/T6170—2000 | |
20 | 手把 | 1 | Q235 | ||
19 | 夹紧套 | 1 | Q275 | ||
18 | 螺杆 | 1 | Q275 | ||
17 | 圆柱销A4×12 | 1 | Q235 | GB/T119.1—2000 | |
16 | 夹紧套 | 1 | Q275 | ||
15 | 手轮 | 1 | HT200 | ||
14 | 后端盖 | 1 | HT200 | ||
13 | 垫圈 | 1 | Q235 | ||
12 | 螺杆 | 1 | Q235 | ||
11 | 螺钉M8×16 | 2 | Q235 | GB/T71.1—2000 | |
10 | 螺母 | 1 | Q235 | ||
9 | 螺钉M10×20 | 1 | Q235 | GB/T75—1985 | |
8 | 手柄 | 1 | 45 | ||
7 | 密封圈 | 1 | 毛毡 | ||
6 | 顶尖 | 1 | T12A | ||
5 | 前端盖 | 1 | HT200 | ||
4 | 螺钉 | 8 | Q235 | GB/T70.1—2000 | |
3 | 套筒 | 1 | 45 | ||
2 | 尾座体 | 1 | HT200 | ||
1 | 螺钉M10×25 | 4 | Q235 | GB/T70.1—2000 | |
序号 | 名称 | 数量 | 材料 | 备注 | |
车床尾座 | 比例 | (图号) | |||
件数 | 1 | ||||
制图 | 重量 | 共1张第1张 | |||
描图 | (校名) | ||||
审核 | |||||
读装配图(车床尾座装配图)

第4题

A.cp约为1.85
B.cp约为3.70
C.cp约为4.30
D.无法根据上述控制图估计cp
第5题
读轴的零件图,回答下列问题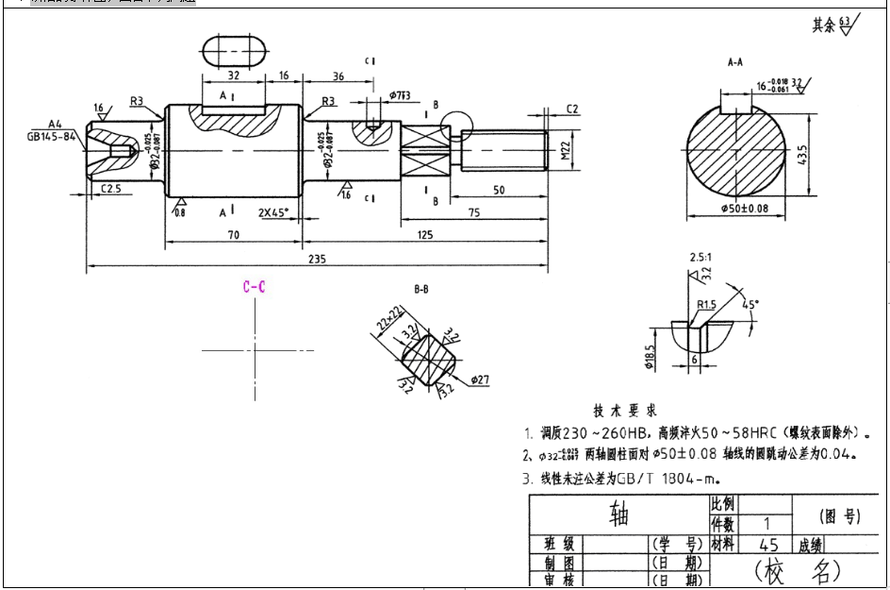 1、该零件属于 类零件,材料为 。 2、该零件图采用 个基本视图表达零件的结构和形状。主视图采用 剖视,表达轴的内部结构;采用 表达退刀槽结构;采用 表达键槽处的断面结构。 3、用文字说明轴向和径向的主要尺寸基准。 4、主视图中的尺寸235、32、16、36、Ф7属于:总体尺寸 ;定位尺寸 ;定形尺寸 。 5、键槽长度为 ,宽度为 ,注出43.5是为了便于 。 6、Ф50±0.08的上偏差为 ,下偏差为 ,最大极限尺寸为 ,最小极限尺寸为 ,公差为 。 7、该轴的表面质量要求最高的表面粗糙度数值为 。
1、该零件属于 类零件,材料为 。 2、该零件图采用 个基本视图表达零件的结构和形状。主视图采用 剖视,表达轴的内部结构;采用 表达退刀槽结构;采用 表达键槽处的断面结构。 3、用文字说明轴向和径向的主要尺寸基准。 4、主视图中的尺寸235、32、16、36、Ф7属于:总体尺寸 ;定位尺寸 ;定形尺寸 。 5、键槽长度为 ,宽度为 ,注出43.5是为了便于 。 6、Ф50±0.08的上偏差为 ,下偏差为 ,最大极限尺寸为 ,最小极限尺寸为 ,公差为 。 7、该轴的表面质量要求最高的表面粗糙度数值为 。
第7题
3. 用车削轴向复合循环G71和精加工循环G70加工如图所示的零件,原料为Φ100×170的棒料,工件原点建立在工件右端面的中心上。粗加工所用刀具为01刀,对应的刀具补偿号为01;精加工所用刀具为02刀,对应的刀具补偿号为02。试填写所缺程序段,并完成问题回答。 (1)填空 O0001; ┈1┈; 换01刀,调用其刀补,建立工件坐标系。 M3 S300; 主轴正转,转速;300转/分钟。 G99 G00 X100.0 Z10.0; G71 U┈2┈ R0.5; 每刀切深1mm[直径]。 G71 P080 Q120 U0.5 W0.5 F100 S200; 对a---d粗车加工,留精加工余量 N080 G00 X40.0; 精加工轨迹开始,定位到 X40 G01 Z-30.0 F0.1; a→b X60.0 W-30.0; b→c W-20.0; c→d ┈3┈ X100.0 W-10.0; d→e,精加工轨迹定义结束 G00 X220.0 Z50.0; 快速退刀到换刀位置 ┈4┈; 换02刀,调用其刀补,建立工件坐标系 X50.0 Z10.0 G70 P┈5┈ Q┈6┈; 对a---d精加工 G00 X220.0 Z50.0; 快速返回到安全位置 M05; 主轴停转 M30; 程序结束 (2)回答问题: 1) G71和G72车削复合循环在进行加工时,主要进给方向有什么区别?二者是不是只能用于外圆加工? 2) G71 、G72与G73车削复合循环分别适合车削什么类型的毛坯?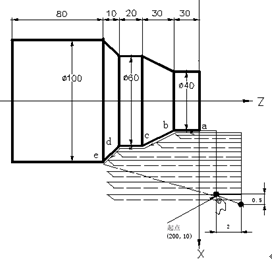
第8题
A.(40,60)间的均匀分布。
B.(45,55)间的均匀分布。
C.均值为50,标准差为10 的正态分布。
D.均值为50,标准差为5 的正态分布。
第9题
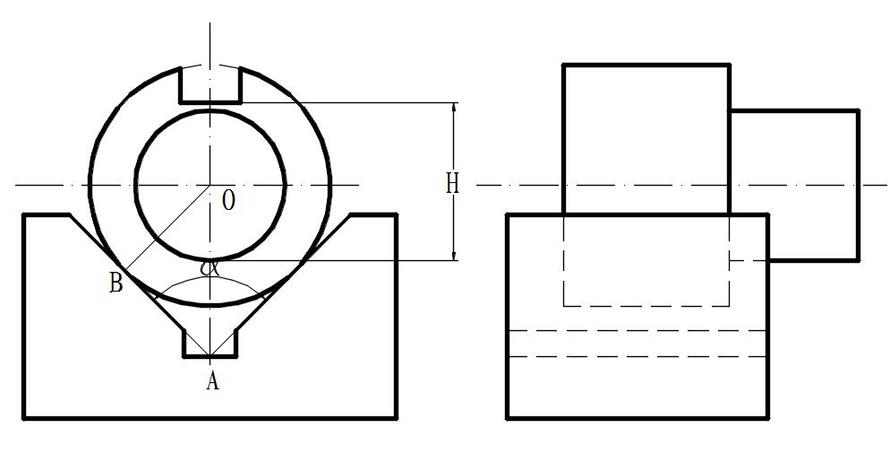 图示阶梯轴零件按工序尺寸H加工键槽,采用长V形块定位,对此方案叙述正确的是
图示阶梯轴零件按工序尺寸H加工键槽,采用长V形块定位,对此方案叙述正确的是
A、定位基准是大端轴线,限制了4个自由度,无基准不重合误差。
B、定位基准是小端轴线,限制了5个自由度,无基准不重合误差。
C、定位基准是小端轴线,限制了3个自由度,有基准不重合误差。
D、定位基准是大端轴线,限制了4个自由度,有基准不重合误差。

 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!































