 重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
1. 某数控车床配置FANUC数控系统,用外径粗加工复合循环加工一典型零件。工件坐标系设在右端面,循环起始点在A(100,3),切削深度为3.0mm,X方向精加工余量为0.6mm(直径值),Z方向精加工余量为0.3mm。零件的部分形状已给出,其中点划线部分为工件毛坯(见下图)。请仔细阅读程序,完成下列内容。 (1)根据程序中的尺寸数据,画出该零件的几何图形并标注尺寸,画出零件的工件坐标系。 (2)填空:执行该程序,粗加工时的主轴转速为 ,进给速度为 ;精加工时的主轴转速为 ,进给速度为 ;G70语句的含义是: ;粗加工X方向的加工余量是 。 程 序 注 释 O5101; N010 G00 T0101 X120 Z60; N020 S500 M03; N030 G00 X100 Z3; N040 G71 P50 Q140 U0.6 W0.3 D3.0 F200; N050 G00 X18 S800; N060 G01 X30 Z-3 F100; N070 Z-12; N080 G02 X36 Z-15 R3; N090 G01 X44; N100 G03 X54 Z-20 R5; N110 G01 W-10; N120 G02 X70 Z-38 R8; N130 G01 W-12; N140 X90 W-10; N150 G70 P50 Q140; N160 G00 X120 Z60; N170 M05; N180 M30; 程序号 选定刀具及刀补,到起刀点位置 主轴以500r/min正转 刀具到循环起点位置 回起刀点 主轴停 程序结束并复位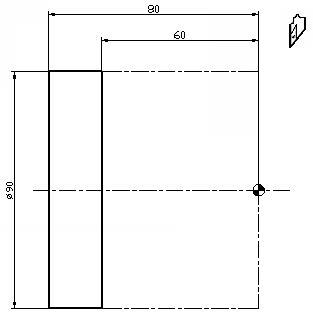
 更多“1. 某数控车床配置FANUC数控系统,用外径粗加工复合循...”相关的问题
更多“1. 某数控车床配置FANUC数控系统,用外径粗加工复合循...”相关的问题
第2题
在后置刀架数控车床上,使用93°外圆车刀,外径粗加工复合循环指令编制短轴零件(如下图所示)的加工程序。程序的循环起始点在(46,3),切削深度为3mm(直径量)。退刀量为1mm,X 方向精加工余量为0.4mm,Z 方向精加工余量为0.1mm,其中点划线部分为工件毛坯,完成相应填空。 N20 G99 进给量单位为mm/r N21 G96 (① ) 采用恒线速,切削速度为100m/min N25 (②) S3000 主轴转速最高限为3000r/min N30 T0101 N40 (③) 主轴反转 N50 (④) X46 Z3 刀具快速移动到循环起点位置 N60 G71 U(⑤) R1 粗切量: 3mm(直径量) N70 G71 P80 Q(⑥) U0.4 (⑦) F0.4 精切量:X0.4mm Z0.1mm N80 G00 X0 精加工轮廓起始行,移动到倒角延长线 N90 G01 X10 Z-2 F0.2 倒角2×45° N100 Z-20 N110 (⑧) U10 W-5 R5 N120 G01 W-10 N130 G03 U14 W-7 R7 N140 (⑨)Z-52 N150 U10 W-10 N160 W-20 精加工Φ44 外圆,精加工轮廓结束 N170 X50 退出已加工面 N190 M05 主轴停 N200 (⑩) 主程序结束并复位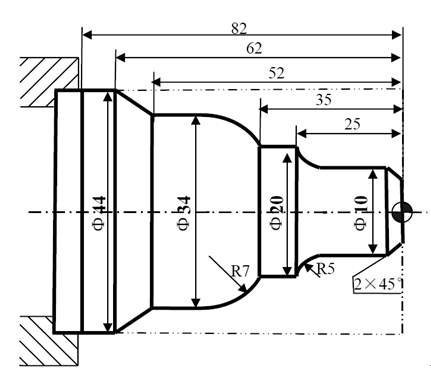
第4题
A.FANUC-0T
B.FANUC-0M
C.SIEMENS820G
第6题
A.外径粗切削循环,粗加工是X方向进给量2,X方向退刀量1.8,精加工从100行开始到200行结束,进给量为X1;Z0.2以460r/min的速度加工。
B.端面粗切削循环,粗加工是X方向进给量2,Z方向退刀量1.8,精加工从100行开始到200行结束,进给量为X1;Z0.2以460r/min的速度加工。
C.外径粗切削循环,精加工是X方向进给量2,Z方向进给量1.8,粗加工从100行开始到200行结束,进给量为X1;Z0.2以460r/min的速度加工。
D.端面粗切削循环,粗加工是X方向进给量2,Z方向进给量1.8,精加工从100行开始到200行结束,进给量为X1;Z0.2以460r/mm的速度加工。

 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!































