 重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
A.48mm
B.52mm
C.50mm
D.46mm
 更多“如果工件表面Z坐标为0,刀具当前点的Z坐标为2,执行下列程序后,钻孔深度是()。 G90 G01 G43 Z-50 H01 F100 (H01中的补偿值为2.00mm)”相关的问题
更多“如果工件表面Z坐标为0,刀具当前点的Z坐标为2,执行下列程序后,钻孔深度是()。 G90 G01 G43 Z-50 H01 F100 (H01中的补偿值为2.00mm)”相关的问题
第1题
根据图所给图形和尺寸及加工要求,编写零件的加工程序。
加工参数
| 加工 顺序 | 刀具名 | 刀具号 | 刀具长度 补偿 | 主轴转速 (r/min) | 进给速度 (mm/min) | R点坐标 值(mm) | z点坐标 值(mm) |
| 1 | Ф5.1钻头 | 1 | 1 | 1200 | 80 | 5.0 | -12.0 |
| 2 | Ф7.8钻头 | 2 | 2 | 800 | 80 | 5.0 | -2.0 |
00001
N10 G80 G40;
N20 G49 M06 G01;
N30 S1200 M03;
N40 G90 G00 G54 X0 Y0;
N50 G91 G43 Z50.0 H02;
N60 G49 G92 Z50.0 M08;
N70 ______;深孔加工循环,#1位置
N80 ______; #2位置
N90 ______; #3位置
N100 ______;
N110 G91 G28 Z0 M05;
N120 G49 M06 T02;
N130 ______;
N140 G90 G00 X54 X0 Y0;
N150 G91 G43 Z50.0 H02;
N160 G49 G92 Z50.0 M08;
N170 ______;钻孔循环,#1位置
N180 ______; #2位置
N190 ______; #3位置
N200 ______;
N210 G91 G28 Z0 M05;
N220 G28 X0 Y0;
N230 M30;
第2题
1、( )指令适用于平面和锥面端面切削循环加工。A、G90 B、G92 C、 G94 D、G71 2、在G71 U(Δd) R(e) F(f) S(s) T(t);G71 P(ns) Q(nf) U(Δu)W(Δw);格式中,Δd表示( )、e( )、Δu表示()。(多选) A、背吃刀量 B、退刀量 C、Z方向的精加工余量 D、X方向的精加工余量 3、在判断圆弧的顺、逆时,观察者按右手直角笛卡儿坐标系将Z轴正向指向自己,即可判断圆弧的顺、逆方向(判断题) A、正确 B、错误 4、在数控车床上手动输入完程序后,将光标至于程序开头,正确的做法是()。A、编辑方式-点击复位功能键 B、手动方式-点击复位功能键 C、录入方式-点击复位功能键 D、自动方式-点击复位功能键 5、自动加工台阶轴外圆?35直径大了0.5 mm,在()下进行修正刀补值。 A、手动方式 B、自动方式 C、编辑方式 D、录入方式 6、在机床上加工台阶轴需要暂停,按()。A、 急停键 B、进给保持功能键 C、复位功能键 D、循环启动功能键 7、麻花钻夹持部分形状有( )和( )两种形式。 A 、直柄 B、锥柄 C、三角柄 D、方柄 8、麻花钻的切削部分有( )条切削刃 A、2 B、3 C、4 D、5 9、麻花是应用最广泛的孔加工刀具,可以用来在实心工件上钻孔,也可以对已有孔进行扩孔 A、正确 B、错误
第3题
1、( )指令适用于平面和锥面端面切削循环加工。(单选) A、G90 B、G92 C、 G94 D、G71 2、在G71 U(Δd) R(e) F(f) S(s) T(t);G71 P(ns) Q(nf) U(Δu)W(Δw);格式中,Δd表示( )、e( )、Δu表示()。(多选) A、背吃刀量 B、退刀量 C、Z方向的精加工余量 D、X方向的精加工余量 3、在判断圆弧的顺、逆时,观察者按右手直角笛卡儿坐标系将Z轴正向指向自己,即可判断圆弧的顺、逆方向(判断题) A、正确 B、错误 4、在数控车床上手动输入完程序后,将光标至于程序开头,正确的做法是()。(单选) A、编辑方式-点击复位功能键 B、手动方式-点击复位功能键 C、录入方式-点击复位功能键 D、自动方式-点击复位功能键 5、自动加工台阶轴外圆?35直径大了0.5 mm,在()下进行修正刀补值。(单选) A、手动方式 B、自动方式 C、编辑方式 D、录入方式 6、在机床上加工台阶轴需要暂停,按()。(单选) A、 急停键 B、进给保持功能键 C、复位功能键 D、循环启动功能键 7、麻花钻夹持部分形状有( )和( )两种形式。(多选) A 、直柄 B、锥柄 C、三角柄 D、方柄 8、麻花钻的切削部分有( )条切削刃 。(单选) A、2 B、3 C、4 D、5 9、麻花钻是应用最广泛的孔加工刀具,可以用来在实心工件上钻孔,也可以对已有孔进行扩孔 (判断) A、正确 B、错误
第4题
1、检验内孔切槽车刀的Z轴工件坐标系时,应先将刀具定位在可以伸入内孔的X轴位置点。 A、正确 B、错误 2、在数控车床上进行建立内孔切槽车刀的X轴工件坐标系时,假设刀具安装在4号刀位,则在应在( )号刀偏输入试切直径 A、104 B、103 C、102 D、101 3、进行内孔切槽车刀的对刀操作时,启动主轴可以在( )方式下完成(多选题) A、手轮 B、手动 C、录入 D、自动 4、在编写内沟槽加工程序时,为防止干涉,刀具+X方向退刀尺寸应小于内孔直径 A、正确 B、错误 5、本任务法兰轴内沟槽属于( )内沟槽 A、矩形 B、圆弧形 C、梯形 D、三角形 6、在加工内沟槽程序段G00 Z-34中Z-34表示( ) A、Z轴向定位点值 B、内沟槽长度 C、内沟槽直径 D、X轴向定位点值 7、内孔切槽刀的安装与外圆切槽刀一致。 A、正确 B、错误 8、加工内沟槽设置主轴转速为2000r/min,进给速度为F0.4会() A、正常运行 B、停止加工 C、产生震动并打刀 D、都有可能 9、加工完内沟槽后,刀具远离工件,应()。 A、先退出X轴 B、先退出Z轴 C、同时退出X、Z轴 D、点击复位键
第5题
1、检验内孔切槽车刀的Z轴工件坐标系时,应先将刀具定位在可以伸入内孔的X轴位置点。 (判断) A、正确 B、错误 2、在数控车床上进行建立内孔切槽车刀的X轴工件坐标系时,假设刀具安装在4号刀位,则在应在( )号刀偏输入试切直径。 (单选) A、104 B、103 C、102 D、101 3、进行内孔切槽车刀的对刀操作时,启动主轴可以在( )方式下完成(多选题) A、手轮 B、手动 C、录入 D、自动 4、在编写内沟槽加工程序时,为防止干涉,刀具在X方向退刀尺寸应小于内孔直径 。 (判断) A、正确 B、错误 5、本任务法兰轴内沟槽属于( )内沟槽 。 (单选) A、矩形 B、圆弧形 C、梯形 D、三角形 6、在加工内沟槽程序段G00 Z-34中Z-34表示( )。 (单选) A、Z轴向定位点值 B、内沟槽长度 C、内沟槽直径 D、X轴向定位点值 7、内孔切槽刀的安装与外圆切槽刀一致。 (判断) A、正确 B、错误 8、加工内沟槽设置主轴转速为2000r/min,进给速度为F0.4会() 。 (单选) A、正常运行 B、停止加工 C、产生震动并打刀 D、都有可能 9、加工完内沟槽后,刀具远离工件,应()。 (单选) A、先退出X轴 B、先退出Z轴 C、同时退出X、Z轴 D、点击复位键
第6题
已知与要求:
(1)孔的位置为绝对尺寸标注,钻头直径与孔径相同,一次钻削完成;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm处,到达a孔位置后钻头以1000r/min的转速旋转并向下快进到离工件端面5mm处,然后以50mm/min的速度向下进给钻孔,钻通后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完成钻头返回原位。

第7题
第8题

加工如上图所示的回转类零件,毛坯为Ф90的棒料。工件坐标系设在工件右侧,换刀点位置为(X200,Z60),粗精加工程序已经编好,请仔细阅读程序,并完成下列内容。
1)补齐程穿中画线处的程序段。
2)根据程序中的数据,在解释栏中填入程序说明。

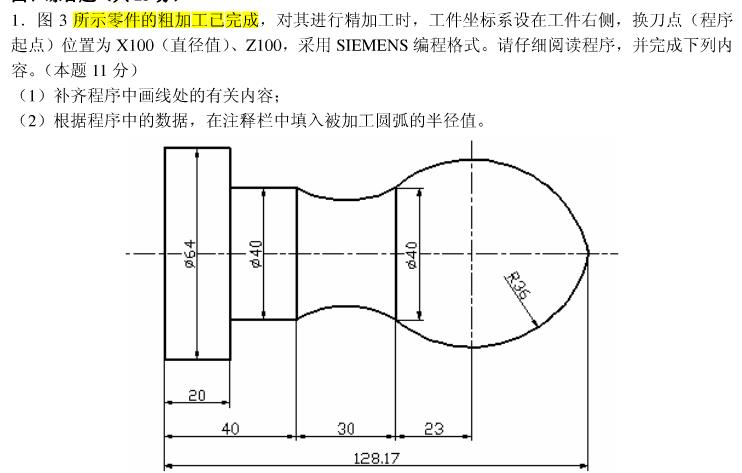
第9题
加工零件如图所示。工件坐标系设在工件右侧,换刀点位置为(X100、Z100),采用FANUC编程格式。精加工程序已经编好,请仔细阅读程序并完成下列内容:
(1)补齐程序中画横线处的有关数据;
(2)根据程序中的数据,在解释栏中填入程序说明。

 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!































