 重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
重要提示:
请勿将账号共享给其他人使用,违者账号将被封禁!
 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)

A.齿坯加工→淬火→磨齿→滚齿
B.齿坯加工→淬火→滚齿→磨齿
C.齿坯加工→滚齿→渗碳淬火→磨齿
D.齿坯加工→滚齿→磨齿→淬火
 更多“[图]A、齿坯加工→淬火→磨齿→滚齿B、齿坯加工→淬火→滚齿→...”相关的问题
更多“[图]A、齿坯加工→淬火→磨齿→滚齿B、齿坯加工→淬火→滚齿→...”相关的问题
第3题
B.滚齿、磨齿、表面淬火
C.渗碳淬火、滚齿、磨齿
D.渗碳淬火、磨齿、滚齿
第4题

A点:碳含量1.0%,组织:S+碳化物,硬度30HRC;
B点:碳含量0.8%,组织:S,硬度26HRC;
C点:碳含量0.2%,组织:F+S,硬度86HRB;
据查,齿轮的制造工艺是:锻造→正火→机加工→渗碳→预冷淬火→低温回火→磨加工,并且与该齿轮同批加工的其他齿轮没有这种情况。试分析该齿轮失效的原因。
第5题
一从动齿轮,用20CrMnTi钢制造,使用一段时间后严重磨损,齿已磨光,见图3.6.2。从齿轮A、B、C三点取样进行化学、金相和硬度分析,结果如下:
 A点:碳含量1.0%,组织:S+碳化物,硬度30HRC;
A点:碳含量1.0%,组织:S+碳化物,硬度30HRC;
B点:碳含量0.8%,组织:S,硬度26HRC;
C点:碳含量0.2%,组织:F+S,硬度86HRB;
据查,齿轮的制造工艺是:锻造→正火→机加工→渗碳→预冷淬火→低温回火→磨加工,并且与该齿轮同批加工的其他齿轮没有这种情况。试分析该齿轮失效的原因。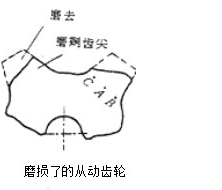
第6题

某6级精度(GB/T 10095.1—2008)直齿圆柱齿轮的模数m=3mm,齿数z=12,标准压力角α=20°。该齿轮加工后用绝对法在图所示的分度和测量装置上测量其各个左齿面齿距偏差,测量数据(指示表示值)见表。试处理这些数据,确定该齿轮左齿面的齿距累积总偏差和单个齿距偏差评定值,并根据前者的公差和后者的极限偏差(它们的允许值),判断它们合格与否。
| 用绝对法测量齿距偏差所得的数据 | ||||||||||||
| 轮齿序号 | 1→2 | 1→3 | 1→4 | 1→5 | 1→6 | 1→7 | 1→8 | 1→9 | 1→10 | 1→11 | 1→12 | 1→1 |
| 主轴分度定位角 (逐齿累计理论齿距 角)(°) | 30 | 60 | 90 | 120 | 150 | 180 | 210 | 240 | 270 | 300 | 330 | 360 |
| 指示表示值(μm) | +3 | +5 | +10 | +9 | +6 | +2 | -1 | -4 | -8 | -5 | -2 | 0 |
第7题
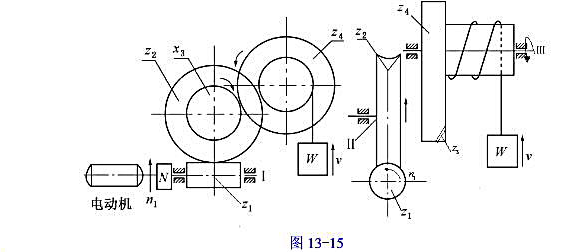
(1)指出蜗杆、蜗轮螺旋线方向;
(2)为使中间轴上蜗轮与齿轮的轴向力能相互抵消一部分,确定两斜齿轮螺旋线方向:
(3)标出蜗杆、蜗轮上各分力方向。
 客服
客服
 TOP
TOP

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!



































